





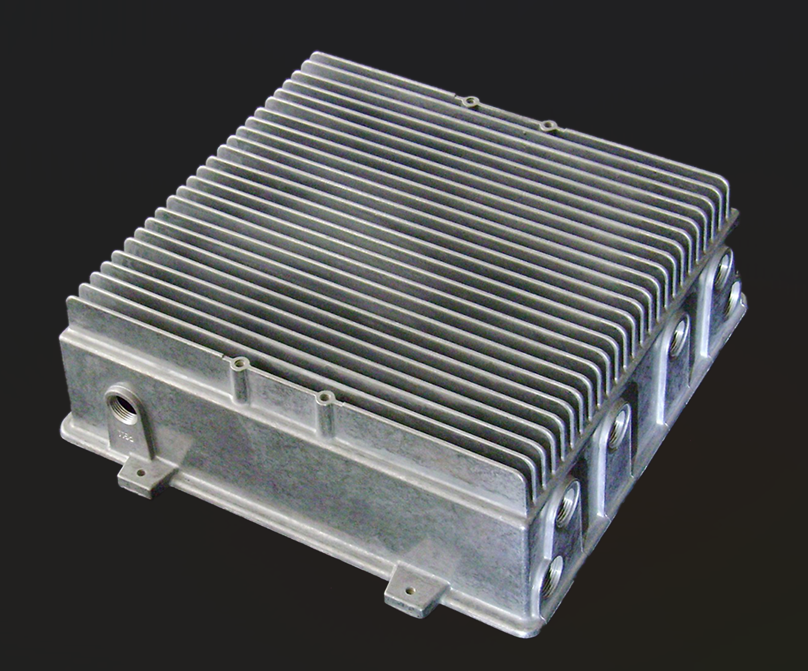
КИНГРУНОВ хладњак од ливеног метала користи процес ливења под притиском у хладној комори који се ослања на базен растопљеног метала за напајање матрице. Пнеуматски или хидраулични клип потискује растопљени метал у матрицу.KINGRUN ливени хладњацисе првенствено производе коришћењем легура на бази алуминијума (A356, A380, ADC14).
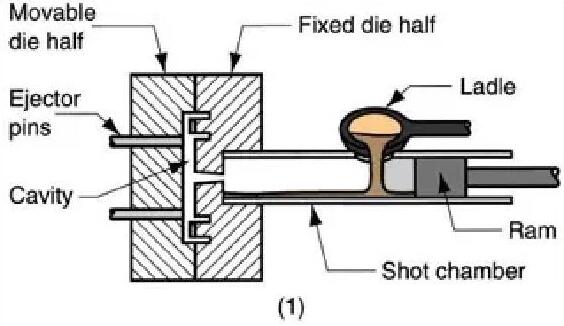
У процесу производње ливеног хладњака, потребне су две половине калупа. Једна половина се назива „поклопна половина калупа“, а друга „избацивачка половина калупа“. Линија раздвајања се ствара на делу где се две половине калупа спајају. Калуп је дизајниран тако да готови одливак склизне са поклопне половине калупа и остане у избацивачкој половини када се калуп отвори. Избацивачка половина садржи избацивачке клинове који избацују одливак из половине калупа. Да би се спречило оштећење одливака, плоча избацивачких клинова прецизно избацује све клинове из калупа истовремено и истом силом. Плоча избацивачких клинова такође повлачи клинове након избацивања одливака како би се припремила за следећи хитац.
Област примене хладњака
Ливени хладњаци под високим притиском су исплатива опција за примене великог обима производње које су осетљиве на тежину и захтевају врхунски козметички квалитет површине или сложене геометрије које се иначе не би могле постићи алтернативним методологијама производње хладњака. Ливени хладњаци се производе у готово чистом облику, захтевају мало или нимало додатне монтаже или обраде, а могу варирати по сложености. Ливени хладњаци су популарни уАутомобилска индустријаи5G телекомуникацијетржишта због својих јединствених захтева за обликом и тежином, као и потреба за производњом великих количина.
Процес ливења хладњака под притиском
Следећи су типични кораци у КИНГРУНОВОМ процесу ливења под притиском:
• Направите калуп/калуп за матрицу
• Подмажите матрицу
• Напуните калуп растопљеним металом
• Избацивање са поклопца половине матрице
• Исцеђивање из половине избацивачке матрице
• Обрезивање, а затим брушење вишка материјала
• Прашкасто премазивање, фарбање или анодизација ливеног хладњака
Време објаве: 15. јун 2023.




