








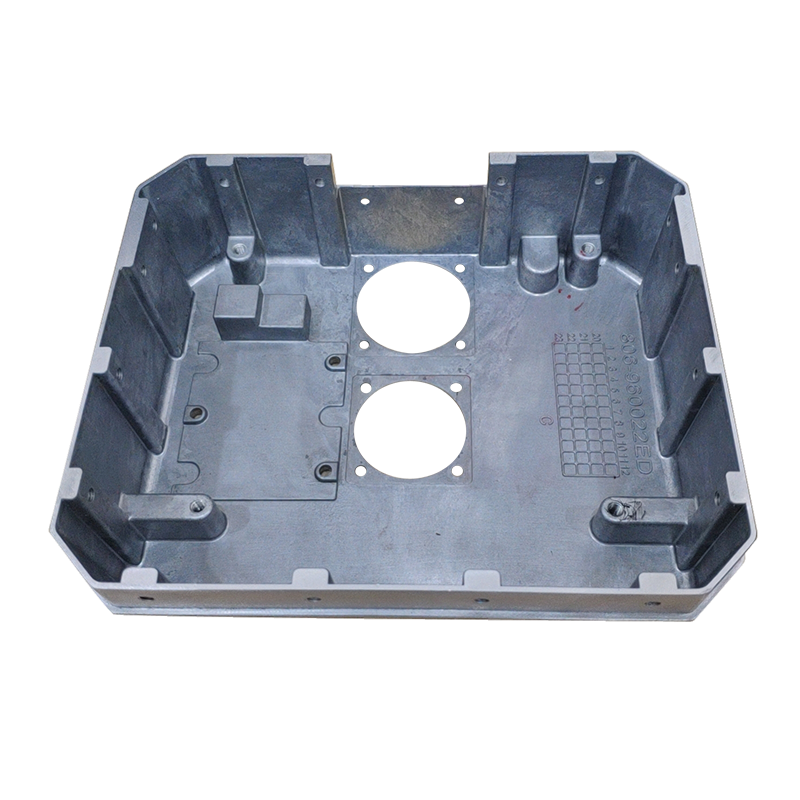
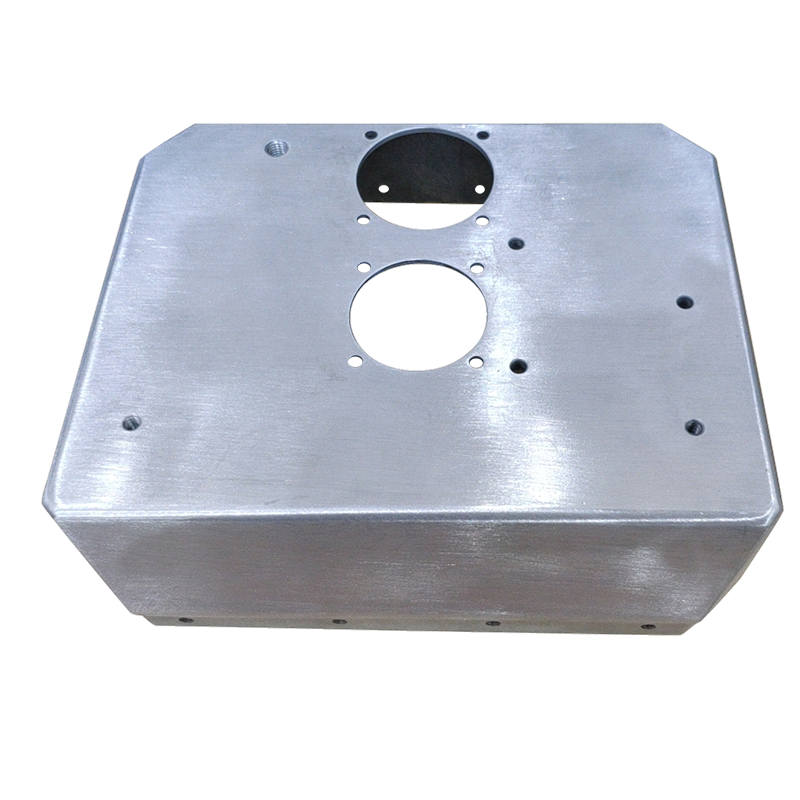
Задњи поклопац електричне кутије од алуминијумског ливења
Спецификације
Кингран Технолоџи је ваш комплетан извор за ливење. Наше услуге укључују:
Дизајн и производња калупа
Ливење алуминијума под притиском од 0,5 кг до 8 кг, максимална величина 1000*800*500 мм
Завршна обрада ливења најсавременијом ЦНЦ машинском обрадом
Површинска обрада, укључујући уклањање неравнина, полирање, конверзациони премаз, прашкасти премаз итд.
Монтажа и паковање: Картон, палета, кутија, дрвене кутије итд. прилагођене захтевима купаца.
Кингран пројекти покривају широк и разнолик спектар, укључујући:
5G телекомуникациони производи
Потрошачка електроника
Аутомобилске компоненте
Осветљење

Алати за дизајн и симулацију
● PRO-E, Solid Works, UG или преводиоци по потреби.
● Консалтинг за дизајн одливака.
● Flow3D, Castflow, за симулацију протока и топлоте.
● Израда прототипова у меким калупима или алтернативним поступцима ливења.
● Анализа и пројектовање капија за оптималан проток и својства
● Процес интерне ревизије за дизајнерске одлуке и планирање.
● Избор легуре у складу са захтевима својстава.
● Дизајн повезан са захтевима за делове имовине.
Инспекција готовог производа
Проверите димензије помоћу чељусти, висиномера и ЦММ-а
100% термички тест помоћу аутоматске линије за термички тест како би се осигурале перформансе
Визуелни преглед се врши како би се потврдило да нема козметичких недостатака.
FAI, RoHS и SGS се увек пружају купцу
Честа питања о процесу ливења под притиском
Шта је ливење у хладној комори под притиском?
Хладна комора се односи на релативну температуру механизма за убризгавање. У процесу хладне коморе метал се топи у спољној пећи и транспортује до механизма за убризгавање када је машина спремна за израду ливења. Пошто метал треба да се пренесе до механизма за убризгавање, стопе производње су обично ниже него у процесу вруће коморе. Алуминијум, бакар, неки магнезијум и легуре цинка са високим садржајем алуминијума производе се коришћењем процеса ливења под притиском у хладној комори.
Које су добре праксе пројектовања за делове ливене под притиском?
• Дебљина зида – Ливени под притиском имају користи од уједначене дебљине зида.
• Нагњавање – Потребно је довољна нагњавање да би се одливак извадио из калупа.
• Заобљења – Све ивице и углови треба да имају заобљење/полупречник.
Категорије производа
-
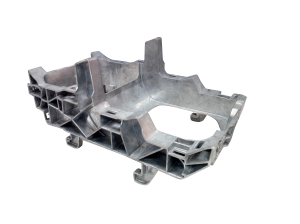
Алуминијумска база за ливење под високим притиском за ауто...
-

Ливена алуминијумска основа и поклопац кућишта ODU
-

Алуминијумска ливена подлога за наслон за руке од високог притиска ...
-
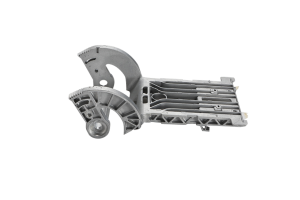
Алуминијумска подлога за наслоне за руке у аутомобилу од ливења под притиском са штапом...
-

Алуминијумска FEM база и поклопац за бежичну микроталасну пећницу
-

Алуминијумска база и поклопац за 5G спољну ...




